|
|
||
|
We took a bit of a post break over the summer but will pick-up where we left off talking about leading problem solving in non-manufacturing environments. This is post #4 in the series. If you missed the others or need a refresh, here they are:
1 Second Understanding in non-manufacturing
Teaching your eyes to see with TIM WOODS
A core responsibility of any leader is to help identify problems and challenges for their teams to get engaged and resolve. A great way to do this is through gemba or “go & see”. If you are not familiar with this term, we will include some links on the topic at the end of the post. Gemba can be done alone or with your team. There is a place for both.
All companies have some form of standards, policies, or rules that are documented and employees are expected to follow. However, far too often we don’t use gemba to check on them to confirm if they are being followed or not. If not, why not and what do we need to do? As a result, a crisis or urgent situation is usually when we take action, dropping everything else to attend to it.
Here’s a very common example where a company has a smoking policy which states smoking is only permitted in the designated smoking areas. It’s easy to assume that the policy is being followed, until an employee lodges a formal agency complaint against the company that they are entering the building every day walking through a haze of smokers at the front door that needless to say are not in the designated smoking area. Your day, just evaporated!
This is beyond a 5S issue with cigarette butts on the ground!
While doing so, you may discover other unrelated evidence that you weren’t expecting. For example in this picture, there is remnants of yellow caution tape on the hand railing. Why? Upon further investigation it is determined that these steps often ice over and so the stairs are closed. However, is this addressing the root cause? Is this a good solution? Again, further action is warranted.
The second evidence gemba is about looking to find where there is a lack of standards or absence of good practices currently in place. Gemba of this nature may begin with a specific focus item or theme, or a simply a search for any abnormalities.
For our example let’s assume that we are leading a team that works on confidential new product designs. The team has doubled in size in the last year. Although there isn’t currently a standard or policy in place, it’s always been the practice to secure confidential information at the end of each day. In this case, you may want to do a gemba of the work place to see how many confidential documents, files, drawings, etc that you find unsecured after the team leaves for the day. Based on the evidence found, action may be required.
The last evidence gemba is where we want to find problems or opportunities before they become a big deal. There are two effective ways to do so. The first one is very easy and is guaranteed to reveal exceptional opportunities. Do a gemba and just talk to your team and simply ask “What frustrates you?” They will tell you! These frustrations are problems that are bubbling and definitely already distractions, but if left without action, will eventually become a significant issue.
The second way of finding problems or opportunities is to walk the work place looking for abnormalities and then think beyond the obvious for possible explanations and/or ask questions to solicit insights from them. The potentials here are endless and somewhat dependant on the environment and work performed. Here’s a brief list of some common potential issues in non-manufacturing environments:
After you have used gemba to gather the evidence in any of these 3 scenarios, it is time to engage the team to understand the root cause, determine appropriate actions, and to implement the necessary changes to drive resolution to solve the problems and make improvements.
For those interested in learning more about gemba, please review the following articles:
10 Important Steps of Effective Gemba Walks or “Go See”
Gemba by any other name is… go & see! Gemba is NOT just for manufacturing processes!
3 Steps to Having Time for Gemba
|
||
|
||
|
||
|
||
|
|
|
||
|
As a follow-up to our 2nd article in the "Leading Problem Solving in Non-Manufacturing Series" that described the acronym "TIM WOODS" as it applies to non-manufacturing environments, this 3rd article in the series will explain how you can teach your eyes to see these waste form in non-manufacturing areas and then how to engage your team in problem solving.
An important skill for leaders is to learn to “see”. This means seeing beyond what most people see, or at least a different perspective of the same image. Teaching your eyes to see is a learned skill, that once mastered, opens your eyes to many new things.
So how do you learn to see? Practice.
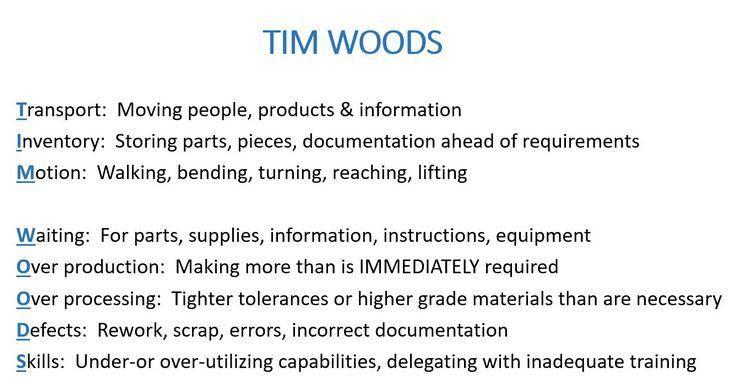
The first step is to Go to the area in which work is performed and go with a specific purpose to learn to see. For example, go with a focus to see one specific type of waste from the TIM WOODS definitions as summarized below. For more examples of each type of waste in non-manufacturing areas, you may want to review the previous article here.
So what do you do if the work is done on a computer? Go to computer and observe what is done, how it is done, the steps involved, information required, etc. You can learn a great deal from observing any type of work. Observing someone doing data entry or programming, can be enlightening to see, what they experience. It could be glare from overhead lighting or sunshine, large numerical entries prone to errors, system delays while background analysis takes place, excessive clicks to complete a desired task, etc.
The next point is to dedicate an appropriate amount of time to see a very specific focus. I'd recommend no less than 30 minutes, and more appropriately 60 minutes depending on the area you are reviewing and the people being engaged. However, it's less about the size of the office area, and more about giving enough time to really see and observe the various forms of waste. Sometimes, depending on the type of waste, you need to observe for a longer period of time before the waste actually takes place. For example, to see wasteful "transportation" or employees walking around looking for information they need to do their job, likely only occurs periodically. Unless you are just lucky enough to be there at the right time, you will miss this type of waste unless you observe long enough.
Look for that specific focus that you determined and only that focus. Resist the temptation to "wander" or make a "laundry" list of everything you see. When you see the specific focus items, ask yourself as many questions as you can about that particular item. See beyond the obvious. Look for deeper meaning, symptoms, evidence, or abnormalities. Ask "why" many times to understand what is really happening.
Although efficiencies and personal productivity can be improved by engaging in TIM WOODS in non-manufacturing areas, I'd suggest it's less about that, and more about reducing employee frustrations and distractions. Employees will become more engaged, energized, and happier! Of course, if your employees are engaged, energized and happier, they will be more able to focus on their work tasks resulting in improved efficiencies and personal productivity.
This type of activity is something you can practice on your own, together with your team, or engage your team to increase engagement, awareness, and sustainment long term.
Often leaders in non-manufacturing areas struggle with what to put on their Leader Standard Work (LSW). This is a great one to add - "Conduct TIM WOODS audit"! Whether it be weekly, monthly or otherwise, adding to your LSW and integrating it with your calendar by reserving time in your calendar makes for very effective leadership.
Team engagement can be done by establishing an audit type system (similar to a layered process audit) where the TIM WOODS focus areas and office locations are pre-determined and an audit frequency and responsibility schedule/matrix is made up. In doing so, each team member will be have the responsibility to conduct a TIM WOODS audit on a specific focus area, in a specific location, at a scheduled interval.
When repeated often and with a new or different focus you will soon see these forms of waste naturally and without effort. Once you learn to see, you won’t be able to turn it off.
The next step is to engage your team in problem solving to resolve the cause of these wastes by implementing a "Problem Solving Auction" which includes the following key points:
To get you started, you can download our TIM WOODS audit sheet from our Tools page.
In the next article in this series we will discuss "Looking for evidence through gemba" in non-manufacturing areas.
If you missed the previous articles in the series, 'Leading Problem Solving in Non-Manufacturing Series", you can find them here:
|
||
|
||
|
||
|
||
|
|
|
||
|
In this second article in the Leading Problem Solving in Non-Manufacturing Series, we'll discuss the application of TIM WOODS in non-manufacturing areas.
No matter what our team does or is responsible for, we all have an ultimate customer. They may not be the traditional customer but rather other internal departments or company stakeholders. So whether in manufacturing or non-manufacturing, it's important to first consider how our customer defines value. At HPL, we believe all customers, internal or external, value the following when it comes to the product or service they are expecting of us:
Therefore anything that detracts from these 4 values or attributes can be looked upon as a waste and is certainly undesirable. As leaders then, our role is to engage our teams in identifying and waging war against anything that negatively impacts our abilities to meet and exceed our customer expectations. This then is a starting point for a form of problem solving for all leaders and their teams. In order to identify these wastes or problems, we need to "teach our eyes to see" the various forms of waste. That's where the acronym TIM WOODS comes into play, whether in manufacturing or non-manufacturing.
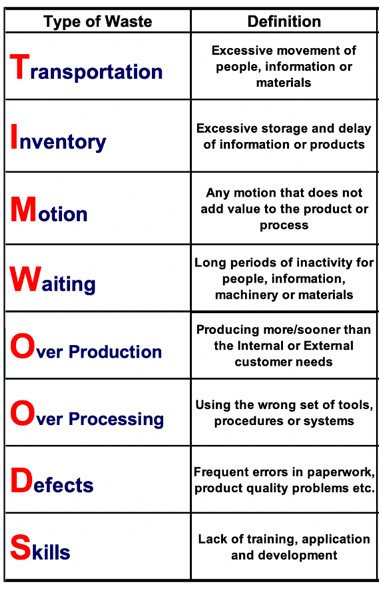
Let's address a myth that TIM WOODS is not applicable to non-manufacturing by taking a look at just a few examples of the 8 forms of waste in non-manufacturing environments.
Transportation - excessive movement of people, information, or materials. In non-manufacturing areas there are typically huge opportunities to reduce "transportation" wastes. Examples could be associated with numerous or multi-level approvals requiring multiple emails to different people, multiple in-person reviews/presentations obtaining multi-level or departmental approvals, and transferring files, data, reports between people or departments. Walking to conference rooms or from building to building to attend meetings.
Inventory - excessive storage and delay of information or products. It's important here to consider inventory as more than just raw materials or finished goods, and think about excessive storage of information of physical or electronic in nature. Examples of inventory of this nature could be excessive filing cabinets with years of no longer necessary documents, inbox with hundreds or thousands of unread/unresponded emails (yes you!), having to maintain multiple copies or versions of electronic documents in multiple locations, or issuing the same data in various formats.
Motion - any motion that does not add value to the product or process. Many of the examples of waste described above, also result in creating unnecessary or unproductive motion, such as walking around the office to find necessary information, obtaining clarification for tasks, locating shared tools or equipment are some common examples. It could also be motion from poorly laid out office spaces or even having to make too many 'clicks' on a webpage to get the necessary information for the task at hand or multi-level file directories to open a file.
Waiting - long periods of inactivity for people, information, machinery, or materials. This form of waste is definitely applicable to non-manufacturing and is commonly experienced in "waiting" for approvals, responses, or information from others. What should be a quick approval can often take days if not weeks to receive. This waiting could be a result of a poor process, lower priority to the requesting person, missing necessary information, poor organizational skills, people on vacation or out of the office etc. Waiting slows things down, decreases efficiency, and increases the opportunity for errors and omissions.
Over Production - producing more/sooner than the internal or external customer needs. Over production in non-manufacturing includes things such as creating reports that are not used, the tracking and collection of data that is no longer analyzed or used for any purpose, printing more documents than are distributed at a meeting, or lengthy emails or presentations that provide unnecessary information and don't really add value.
Over Processing - using the wrong set of tools, procedures or systems. Similar to 'waiting', over processing is all too common in non-manufacturing. Over processing shows up in the form of large distribution lists which include many unnecessary people, unnecessarily being added to the 'cc' line of an email, abuse of the 'reply all' feature, or unnecessary or lengthy meetings. Also having team members with high or advanced skills doing routine work or tasks is also over processing.
Defects - frequent errors in paperwork or product quality problems. Often passed off as normal "human error" in non-manufacturing, there are many defects created. These can include data entry errors within systems when manually entered, software coding errors, missing information, none functional links, missing attachments, incorrect tolerences or dimensional errors within designes.
Skill - lack of training, application, development, engagement. Beyond the necessary skills required to perform any type of task, areas can also include on-boarding of new hires as they learn their way around and adapt to the new culture, new skills required with the introduction of new IT systems or tools, new automation, routine software updates with a change to features, or as simple but frustrating as a new photocopier or printer.
These examples indicate that TIM WOODS clearly applies to non-manufacturing environments just as much as it does in manufacturing. These wastes not only decrease efficiencies but many of these are what frustrate our teams.
Unfortunately, too often in non-manufacturing areas, the perception when beginning to track the above type of issues, people may take it negatively and look at it as personal criticism of their work or competence. This should and can be overcome easily and quickly. First start by explaining the why and "WIFM" (the 'what's in it for me?') to the team and that tracking of this information will be used to prioritize ares the team can focus on for improvement and will not be used for performance management. The why and WIFM can include the following:
Why:
WIFM:
Next is to get some quick wins, ideally on things that cause them the biggest frustrations or create undesirable work or tasks. Lead the team to identify the top 1-3 priorities and then implement problem solving methodologies to breakdown the problems, identify root cause, and implement countermeasures. Select priorities that the team can directly control so that a quick win can be realized. Doesn't have to be easy necessarily, but it should be an area within your or the teams' direct responsibility to make change. This is to avoid delays or problems obtaining approvals or agreement from other leaders/department if it is not a priority to them.
As the leader, you need to let the team come up with the countermeasures and to implement them. Your job is to coach them along the way on problem solving, remove barriers experienced along the way, and provide necessary resources. You also should provide a framework in which they can problem solve. For example time frame for implementation, budget, tools, resources, etc, to help avoid the team coming back with a proposed solution that you will not be able to support. Of course, you also have to provide encouragement along the way, and recognition and celebration for achievements, including when counter measures don't work as expected.
It may take some time, but following these steps is proven to build engagement, improve problem solving skills and capabilities, and increase job satisfaction. The momentum builds and once moving, there will be no stopping it!
In the next article in this series, we'll discuss how you can put TIM WOODS to practice in a non-manufacturing area by 'teaching your eyes to see'.
If you missed the first article in the series, 'Leading Problem Solving in Non-Manufacturing Space - 1 Second Understanding", you can read it here. |
||
|
||
|
||
|
||
|
|
|
||
|
We had a great turn-out and received very positive feedback at our last Lunch & Lead Series on the topic of "Leading Problem Solving", however, we also received some comments that it was difficult for those in non-manufacturing spaces to relate to how they can lead problem solving in their area. Over the next few posts, we'll cover off the topics from the Lunch and Lead Series but with a non-manufacturing focus.
If you missed the Lunch & Lead Series, it is available free at our on-line content site here as a “course” but don’t let the terminology fool you, it is just the video recording of the event, divided up into smaller duration “lectures” that correspond to each of the agenda items. Go check it out…
The first topic was the establishment of standards that within a very short period of time, as in a few seconds, anyone can determine if something is normal or abnormal. As in manufacturing, visualization of some standards in non-manufacturing areas are relatively easy. These are the things that when out of standard negatively impact the team’s ability to do their work.
Other examples could be as simple of establishing standards around team supplies, tooling, or equipment.
In non-manufacturing areas the challenge often is that the “work” and “work flow” is not overly visible. For example, an engineering project is comprised of various tasks that engineers need to complete. The challenge here is that often with development type work, the engineers are dealing with a lot of unknowns or because it maybe the first time creating “something” there are no standards for it. In these cases, you want to establish standards around the work flow, provide a framework of generally accepted principles or benchmarks, and provide clear escalation mechanisms when things are not going as expected or planned. An effective way to visualize these is through a visual control board.
In the first example we will use a technical team that is responsible for completing some type of project type work. This could be product design, tooling or test equipment design, or construction/fabrication.
The layout of the board would be done in such a manner as to indicate the tasks that need to be completed by whom within a “standard” period of time. These standards could be industry standards, standard times as determined by the organization, benchmarks, or in the case of creative/innovative never been done before work, best guess estimations or established service level agreements (SLAs). It can also be with reference to the project milestones. Often, there is a strong reluctance to do this because of the “unknowness” of how long it should take to complete these tasks, however, referencing to the milestones allows for faster visibility of potential project delays or impacts. This should not be used to place blame or put undue pressure on those involved, but rather, provide the opportunity for escalation that can lead to additional resources, rescheduling of downstream tasks, and/or important communication of the status of the project to critical stakeholders.
Typically this would be visualized by day for a 1 to 2 week window for each person assigned to the project within a specific team. The board can be either physical or virtual board as long as the task assignments by day by week can be displayed. Each day the board is reviewed by those working on the tasks and their next level up leader. At the daily review, abnormalities to the standards would be very visible indicating a task is behind or that there has been some kind of difficulty or risk associated with it identified.
A pareto of issues can be created and built each day to help the team focus on the biggest issues that impact their work. Often in these types of situations, unplanned work plays a key role and has a significant impact on the teams ability to complete their project(s). Using a different colour sticky in this case to indicate unplanned work is very visual and can easily be tracked in the pareto as an issue. The leader can then assist the team in quickly resolving the issue through problem solving. The problem solving should not occur at the meeting, but rather a commitment made between the appropriate stakeholders as to what the next steps are and by when.
In the second example we’ll review a procurement situation. Typically a procurement team’s work flow is within a computer system. However, critical information is also usually available within those same systems. Again using a visual board and placing critical reports on them with visualization of abnormalities to standards is a good approach. For example, perhaps there are SLAs as to how long it should take for a purchase order (PO) to be placed. An aging report or having each buyer indicate which of their purchase requisitions (PR) are out of that standard helps to visualize purchasing abnormalities. Unfortunately, too often, we can experience payment problems to our vendors and then get ourselves into trouble when they refuse to continue to ship. Then talk about abnormal work to clear that up! Perhaps a metric that shows outstanding payment aging would be beneficial to avoid such situations. Again the abnormalities can be tracked in a form of a pareto for deeper analysis and problem solving. The point is to identify the aspects of the teams workflow that can or is having the biggest impact on their ability to effectively do their job or on the organization.
A third example is for a sales and marketing team. They can visualize their work flow on a visual board and meet daily to review. They could visualize main proposal work content and status. Discuss new risks that arise that may pose a threat to winning the project, as well as visualizing the probability of a win and the financial status of the sales plan vs actual. They can also capture lessons learned to improve their quoting and proposal process to drive continuous improvement, as well as to quickly identify abnormalities or issues that could impact a proposal so that problem solving is quickly initiated and/or escalated. Although non-manufacturing work tasks are less naturally physically visible, the same principles apply.
Controls could include variance to SLAs, escalation mechanisms, layered process audits to confirm standards and identify areas needing focus, for example.
In the next post, we’ll discuss how TIM WOODS can apply to non-manufacturing areas.
|
||
|
||
|
||
|
||
|
|
|
|
HPL Administrator 4 July 11, 2024 |

|
|
Glenn Sommerville 45 June 6, 2024 |
 One of the many purposes of gemba is to look for evidence. Evidence that things are going well, and to identify opportunities for improvement. If done regularly, you should be able to discover needed improvements before they lead to a significant situation or crisis. When it comes to opportunities, you are looking for standards not being followed, lack of standards, or signs that there is a some form of abnormality that is not being addressed. Let’s look at examples of each.
One of the many purposes of gemba is to look for evidence. Evidence that things are going well, and to identify opportunities for improvement. If done regularly, you should be able to discover needed improvements before they lead to a significant situation or crisis. When it comes to opportunities, you are looking for standards not being followed, lack of standards, or signs that there is a some form of abnormality that is not being addressed. Let’s look at examples of each.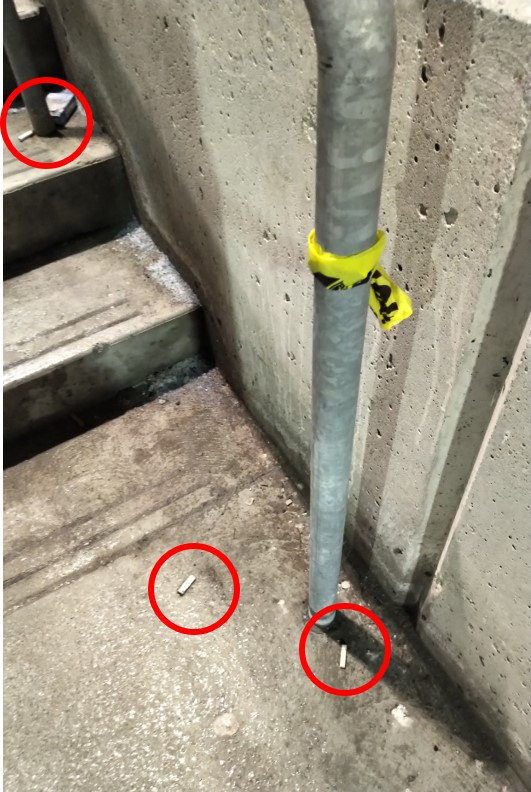 Using gemba of this nature is to take a walk and look for evidence. Not only do you observe people using the designated smoking area or not, but is there evidence that this standard is not being adhered to? How? Are there cigarette butts outside of the designated smoking area? Can you find cigarette butts near the front doors or other non-designated locations? If so, this is evidence that the standard is not being consistently followed and action is required.
Using gemba of this nature is to take a walk and look for evidence. Not only do you observe people using the designated smoking area or not, but is there evidence that this standard is not being adhered to? How? Are there cigarette butts outside of the designated smoking area? Can you find cigarette butts near the front doors or other non-designated locations? If so, this is evidence that the standard is not being consistently followed and action is required.



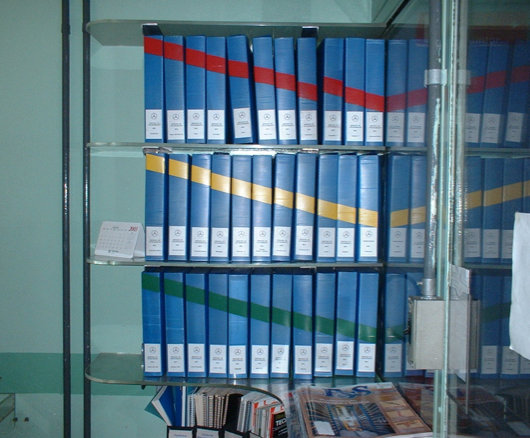 Examples could include a common reference library of regulations, policies, or other documented information. Being able to quickly find what you’re looking for or identifying any that may have been misplaced can prove very helpful, save time, and reduce frustrations. In the virtual world, similar standards are useful for organizing digital storage by establishing standard file structures and nomenclature.
Examples could include a common reference library of regulations, policies, or other documented information. Being able to quickly find what you’re looking for or identifying any that may have been misplaced can prove very helpful, save time, and reduce frustrations. In the virtual world, similar standards are useful for organizing digital storage by establishing standard file structures and nomenclature.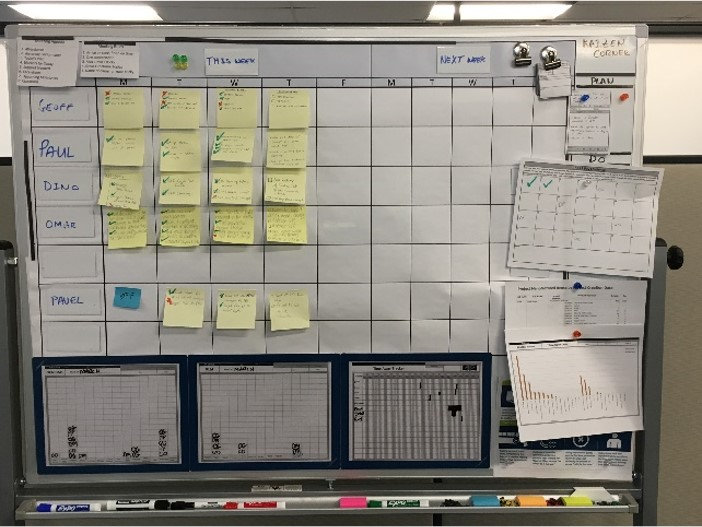

 You need to establish the standards the team is to follow, make them visible in some manner usually through a visual board, and then there needs to be some form of controls in place to manage and problem solve through the abnormalities.
You need to establish the standards the team is to follow, make them visible in some manner usually through a visual board, and then there needs to be some form of controls in place to manage and problem solve through the abnormalities.